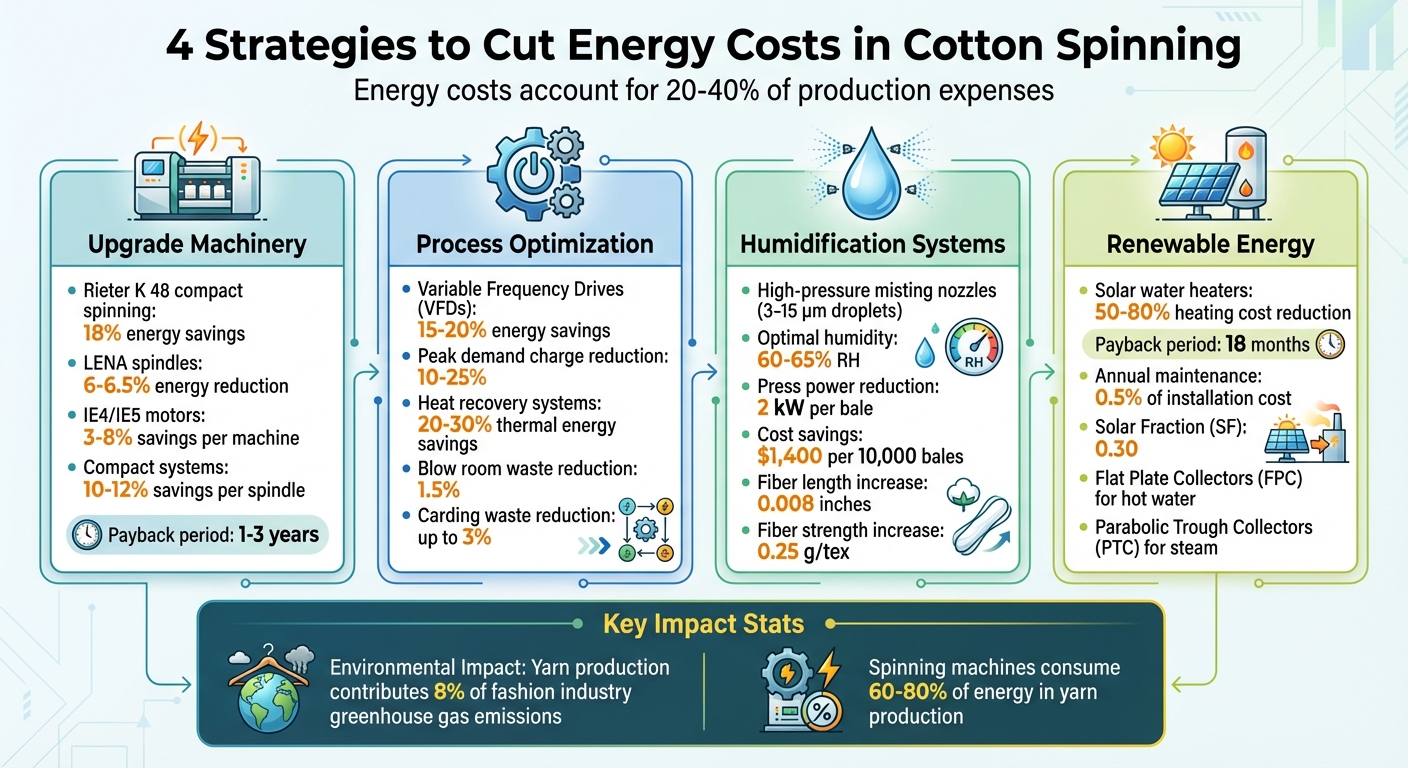
Cotton spinning is energy-intensive, with spinning machines consuming 60%-80% of the energy in yarn production. Energy costs can account for 20%-40% of production expenses, especially for finer yarns. Reducing energy use not only lowers costs but also aligns with sustainability goals, as yarn production contributes 8% of the fashion industry’s greenhouse gas emissions.
Here’s how mills can cut energy costs effectively:
- Upgrade Machinery: Modern machines like the Rieter K 48 save up to 18% energy, while LENA spindles reduce power use by 6%-6.5%.
- Process Optimization: Adjust suction systems and use Variable Frequency Drives (VFDs) to lower energy waste by 15%-20%.
- Humidification Systems: High-pressure misting systems improve fiber quality while cutting operational costs.
- Renewable Energy: Solar water heaters can reduce heating expenses by 50%-80% with an 18-month payback period.
These strategies can significantly reduce energy expenses, improve profitability, and meet growing demands for environmentally responsible operations.
Energy Savings Strategies for Cotton Spinning Mills: Cost Reduction Data
How to Minimize U/kg || Reduce Power Consumption per Kg in Spinning Mills || Sahoo Textile Academy
sbb-itb-0e617ca
Energy-Efficient Machinery for Cotton Spinning
Upgrading machinery isn't just a smart move - it's a necessary one, especially when balancing financial pressures with environmental concerns. Modern spinning machines are designed to cut energy costs without compromising output. By incorporating technologies like IE4 motors, optimized suction systems, and advanced spindle designs, these machines deliver measurable energy savings. Two standout innovations are making waves in reducing power consumption.
Compact Spinning Machines: Rieter K 48 for 18% Energy Savings
The Rieter K 48 compact-spinning machine is a great example of how smart engineering can lower electricity bills. This machine uses IE4 high-efficiency motors to reduce energy loss during operation. Additionally, its one-duct suction system for the compacting unit eliminates the need for extra suction systems, which not only reduces energy use but also minimizes wear and tear on parts.
A real-world comparison highlights its efficiency: a Turkish spinning mill tested the K 48 against a competitor's machine under identical conditions. The result? The K 48 consumed 18% less energy. Plus, its integrated power monitoring system allows mills to track energy use in real-time, helping identify even more ways to save.
| Feature | Rieter K 48 Specification |
|---|---|
| Energy Savings | Up to 25% (18% measured in trial) |
| Maximum Spindle Speed | 28,000 rpm |
| Maximum Delivery Speed | 40 m/min |
| Doffing Time | 90 seconds |
| Main Motor | IE4 High-Efficiency |
Spindle Technology: LENA Spindles for 6% Efficiency Gains
LENA spindles, known for their Low Energy and Noise Absorption design, bring another layer of energy efficiency. Their standout feature is a 17.5 mm wharve diameter - the smallest available - paired with a 5.8 mm neck bearing diameter. This combination allows machines to operate at lower speeds without sacrificing spindle RPM, yarn count, or twist, directly cutting power consumption.
"The small wharve diameter of the LENA spindles stands out in the market." - Novibra
Reports from mills highlight these savings. For instance, an Indian spinning facility equipped LENA spindles with CROCOdoff crowns on a Lakshmi Rieter LR60/AX machine. Processing polyester and cotton at Ne 30 with speeds up to 20,000 rpm, the mill achieved a 6.5% reduction in energy use while also experiencing fewer yarn breakages during start-up. Another Indian mill saw a 4.6% energy saving per machine after switching to LENA spindles on a Lakshmi Rieter LR6/S machine spinning cotton at Ne 60 with speeds reaching 22,700 rpm.
LENA spindles also feature a hydrodynamic two-level bearing system that absorbs tension imbalances, extending the machine's operational life. With extended lubrication cycles and no need for a run-in period, these spindles reduce both maintenance and labor costs. Together, these advancements pave the way for additional energy savings in supporting processes.
Process Optimization Techniques
Improving process parameters can make cotton spinning more cost-efficient, especially when paired with advanced machinery. Even small tweaks to suction systems, filters, and motor controls can lead to measurable energy savings without requiring significant investments. With energy costs making up 20% to 40% of total production expenses in textile mills, streamlining processes becomes a key factor in boosting profitability.
Blow Room and Carding: Optimizing Rotary Filters
Rotary filters play a crucial role in dust extraction and air quality during pre-spinning. However, inefficient suction systems can waste energy and even pull quality fibers out with the dust. Tools like the Trutzschler WASTECONTROL BR-WCT use automated sensors to measure fiber loss in real time and adjust suction levels accordingly, ensuring fans operate efficiently without overuse.
A straightforward adjustment - closing suction hood gauges in the carding section - can improve air extraction efficiency and reduce waste. Upgrades to modern machinery can further minimize fiber loss, cutting wastage by 1.5% in the blow room and as much as 3% in carding without compromising yarn quality. For instance, fine-tuning models like the DK-803 has been shown to reduce wastage by 1.84% through optimized settings.
Adding Variable Frequency Drives (VFDs) to suction fans is another effective way to match energy use to actual filtration needs, leading to additional energy savings.
Variable Frequency Drives and Automation
VFDs adjust motor speed and torque to align with real-time load requirements instead of operating at maximum capacity. They also offer soft-start capabilities, which gradually increase voltage to reduce inrush currents and mechanical stress on spinning equipment. In fluid systems, fan power demand decreases significantly with even small reductions in speed, delivering noticeable energy savings.
"By precisely controlling motor speed and torque, VFDs reduce excess energy use, operational costs and environmental impact." - Ana Mircevska, Engineering Team Lead, E Tech Group
More advanced VFD systems bring additional advantages. Regenerative VFDs capture energy during motor deceleration and redirect it to the power grid or other systems, while modular VFDs allow multiple motors to share energy through a common DC bus. For example, energy generated by one motor during deceleration can power another motor, improving overall efficiency. When integrated with PLC or SCADA-based automation, these systems can schedule loads to avoid peak demand periods, cutting peak charges by 10% to 25%. Additionally, automated shut-off features for idle machines help eliminate unnecessary power consumption, making process optimization a continuous and self-regulating effort.
Energy-Efficient Humidification Systems
Keeping relative humidity levels between 60% and 65% is crucial for maintaining fiber pliability, reducing static electricity (which leads to fewer yarn breakages and less fiber waste), and improving fiber length and strength. Below, we explore two advanced humidification methods that balance energy efficiency with enhanced fiber quality.
Humidification Plants: Atomizing Water with Misting Nozzles
High-pressure misting nozzles break water into tiny droplets (3–15 μm), which evaporate quickly without causing equipment to get wet. These systems operate at pressures of 50–70 kg and are managed by a 2.2 kW host system that can control up to 228 sprinkler heads through a PLC or touch-screen interface. This setup allows for precise, real-time humidity control.
In one study at a western commercial cotton gin, researchers Derek P. Whitelock, Carlos B. Armijo, and Christopher D. Delhom examined moisture addition at both the feeder hopper and the lint slide. They found that bales were 20 pounds (9 kg) heavier and required 2 kW less press power, resulting in operational savings of up to $1,400 per 10,000 bales.
To ensure consistent performance and extend the life of the equipment, these systems integrate water treatment solutions such as filters and softeners. This prevents nozzle clogging and protects the high-pressure pump.
Humidification Plants: Water Atomization with Compressed Air
Compressed air atomization systems use air pressure to break water into fine droplets, offering another effective way to add moisture. When moisture is introduced at the feeder hopper, it results in better quality improvements compared to adding it at the lint slide. A USDA-ARS study of 78 bales, led by researchers R. K. Byler and J. C. Boykin, showed that for every 1% increase in lint moisture content (within a range of 3.7% to 6.9%), short fiber content improved by 6%. Additionally, moisture addition increased HVI fiber length by 0.008 inches (0.21 mm) and fiber strength by 0.25 g/tex.
"Bales produced using moisture addition not only contained more moisture, but also more lint... about 2 kW less press power was required to press bales with moisture added at the lint slide." – Whitelock et al.
These systems also feature automated controls with built-in troubleshooting tools to monitor system health, detect leaks, and identify pressure drops. This minimizes downtime and prevents potential water damage. When properly optimized, moisture addition can significantly boost the overall value of ginned cotton - by more than $32,000 when applied to 10,000 bales.
Renewable Energy Integration in Cotton Spinning
Expanding on earlier energy-saving initiatives, incorporating renewable energy solutions into cotton spinning operations can significantly reduce costs. For example, solar water heating systems offer a practical way to lower energy expenses while reducing reliance on traditional fuels. This not only cuts costs but also shields operations from fuel shortages and price fluctuations.
The success of these systems depends on choosing the right technology. In yarn production, Flat Plate Collectors (FPC) are ideal for hot water generation, as they deliver better financial returns and shorter payback periods. On the other hand, Parabolic Trough Collectors (PTC) are better suited for steam generation in fabric processing.
Water Heating: Solar Systems with an 18-Month Payback Period
Solar water heaters can reduce heating expenses by as much as 50%–80%. Their performance is typically measured using metrics like the Solar Energy Factor (SEF) and the Solar Fraction (SF). In cotton-based operations, FPC systems often achieve an SF of 0.30.
For instance, upgrading from a solar water heater with an SEF of 2.0 to a more efficient model with an SEF of 2.9 can pay for itself in just 18 months. The additional investment yields a fast return, while annual maintenance costs remain low - around 0.5% of the initial installation cost. To optimize system sizing, use benchmark loads or process outlet counts rather than fluctuating energy consumption patterns.
This renewable energy approach aligns seamlessly with other energy-saving strategies, delivering long-term cost reductions and operational sustainability in cotton spinning facilities.
Conclusion
Cutting energy costs in cotton spinning involves a three-step approach: upgrading to energy-saving machinery, fine-tuning production processes, and adopting renewable energy options. Since energy expenses make up a large share of production costs, these strategies not only reduce expenses but also enhance long-term competitiveness.
Modern spinning equipment offers clear benefits. For example, compact systems can lower electricity usage by 10–12% per spindle, retrofitting spinning machinery with VFDs (Variable Frequency Drives) can save 15–20%, and high-efficiency IE4/IE5 motors reduce energy use by 3–8% per machine. Even better, these upgrades often pay for themselves in just one to three years. These advancements in machinery create a solid foundation for additional savings through improved process controls.
Streamlining production processes also boosts efficiency. Heat recovery systems in drying ovens can slash thermal energy consumption by 20–30%, while automation and smart load scheduling help reduce peak demand charges by 10–25%. These process improvements typically require less investment than large-scale equipment upgrades, making them an attractive option for many operations.
FAQs
Which energy-saving upgrade pays back the fastest in a spinning mill?
Insulation is the quickest energy-saving upgrade for a spinning mill. It can cut down energy costs significantly and usually comes with a fast return on investment. By improving insulation, mills can make the cotton spinning process more energy-efficient without major disruptions.
How can I identify what’s using the most energy in my spinning line?
If you're looking to pinpoint the largest energy consumers in your spinning line, start with the spinning machines. These are typically the most power-hungry components. To manage their energy use effectively:
- Monitor spindle speed and load: Ensure they are operating within optimal ranges.
- Inspect motors regularly: Aging or inefficient motors can drain more energy than necessary.
- Stick to a maintenance schedule: Routine upkeep helps machines perform efficiently.
- Consider upgrades: Switching to energy-efficient equipment and fine-tuning machine settings can significantly cut down on energy waste while boosting overall efficiency.
By focusing on these areas, you can make meaningful improvements in energy management.
What humidity setpoints cut energy use without hurting yarn quality?
Maintaining relative humidity between 65-70% helps strike a balance between energy efficiency and yarn quality. This range prevents fibers from becoming too dry, which can cause brittleness and reduce yarn strength. By keeping humidity steady within these limits, you can protect the integrity of the yarn while optimizing energy consumption.