Yarn evenness is the measure of how consistent the mass of yarn is across its length - a critical factor in fabric quality. Uneven yarn leads to production issues, weaker fabrics, visible flaws, and inconsistent dyeing. Measuring evenness early helps manufacturers reduce defects, improve durability, and maintain efficiency.
Key takeaways:
- Impact on strength: Uneven yarn breaks more easily, especially during high-speed weaving or knitting.
- Fabric appearance: Inconsistencies cause visible flaws like stripes and uneven dye absorption.
- Testing methods: Tools like the Uster Tester measure metrics like CV% (Coefficient of Variation) and U% (Mean Deviation).
- Causes of unevenness: Drafting errors, poor fiber blending, and mechanical defects are common culprits.
- Improvement strategies: Optimize fiber length, fine-tune machinery, and conduct regular quality checks.
Yarn Evenness | Uster Unevenness Tester | Index of Irregularity | Classification | Textile Testing.
sbb-itb-0e617ca
Why Measuring Yarn Evenness Matters
Measuring yarn evenness is crucial to preventing production failures and maintaining fabric quality in today’s fast-paced manufacturing environment. Uneven fiber distribution creates weak points in the yarn where fewer fibers occupy the cross-section, making those areas more prone to breaking under tension. This directly affects yarn performance, especially during high-speed weaving and knitting, where consistent strength is non-negotiable. Let’s take a closer look at how yarn evenness impacts strength, appearance, and overall manufacturing efficiency.
Effects on Yarn Strength and Durability
When fiber density is inconsistent, yarn becomes more likely to break during high-speed spinning. Key factors that influence these breaks include mean yarn strength, variations in strength, peak spinning tensions, and mass irregularity. For shuttleless looms, which operate at high speeds, consistent yarn strength is an absolute must.
"All shuttleless looms demand yarn that is superior in strength, evenness and consistency"
The impact of uneven yarn doesn’t stop at the spinning stage. It also compromises the fabric’s physical properties, such as abrasion resistance, pilling behavior, and overall durability.
Manufacturing finer yarns presents an additional challenge. Research on cotton/polyester blends shows that as yarn becomes finer, maintaining evenness becomes more difficult. For instance, moving from 40Ne (coarser) to 60Ne (finer) yarn increases unevenness from 10.8% to 17.7%, while mass variation rises from 11.6% to 19.2%. This highlights the need for tighter quality control as yarn fineness increases.
Effects on Fabric Appearance
Uneven yarn doesn’t just weaken fabric - it also affects how it looks. When yarn evenness exceeds acceptable limits, fabrics develop a “cloudy” appearance with visible stripes and inconsistent surface luster. Uneven twists in the yarn tend to accumulate in thinner areas, worsening variations in diameter and thickness. These irregularities are highly noticeable in finished textiles, creating patterns that are often deemed unacceptable by manufacturers and customers alike.
The problems don’t end there. Dyeing and printing processes are also affected. Variations in yarn density lead to uneven dye absorption, resulting in inconsistent coloring that cannot be fixed later. Thicker or softer yarn sections absorb more dye, creating visible faults in the final product.
"Uster testing of yarn to measure the irregularity before knitting and weaving may reduce the faulty fabric production, faulty dyeing which may minimize the production hassle in different stages as well as customer rejection of end product"
Reducing Manufacturing Defects
Testing yarn evenness early in the production process is key to catching problems before they escalate. High unevenness increases the rate of yarn breaks, which reduces productivity and leads to additional repairs that might introduce even more defects. By identifying issues like drafting errors or defective equipment early on, evenness testing prevents these issues from snowballing into larger-scale waste.
The benefits of proactive testing are considerable. Modern air jet looms and fine-gauge knitting machines depend on consistent yarn quality to operate efficiently. When yarn meets evenness standards, manufacturers can run machines at optimal speeds, reduce thread breaks, and avoid costly downtime.
"The unevenness of yarns will deteriorate the mightiness of yarns, and increase the end breakage rate in the spinning... [which] will directly limit the speed of the machines and reduce the productivity"
Methods for Measuring Yarn Evenness
Measuring yarn evenness is all about using precise metrics to ensure consistency and quality. These measurements help manufacturers detect any irregularities early, preventing production issues down the line. The process typically involves monitoring mass variations as the yarn moves through specialized testing equipment, forming the backbone of quality control in modern cotton spinning.
Key Metrics: CV%, U%, and Irregularity Index
When it comes to yarn evenness testing, three key metrics are commonly used: U% (Percentage Mean Deviation), CV% (Coefficient of Variation), and the Irregularity Index. Each one provides unique insights into yarn quality.
- U% measures the average percentage of mass deviations from the mean value. It highlights the overall consistency of the yarn by showing the magnitude of mass fluctuations.
- CV% goes a step further, calculating the ratio of the standard deviation of mass variation to the average mass variation. Unlike U%, it places greater emphasis on larger deviations, making it a more sensitive measure. There's a mathematical link between the two: CV% = 1.25 × U%, meaning CV% will always be higher because it amplifies extreme variations.
- The Irregularity Index (I) compares the yarn's actual performance to theoretical limits. It's determined by dividing the measured CV% by the theoretical limit irregularity (CV<sub>lim</sub>). This theoretical limit is calculated using 100 / √n, where n is the number of fibers in the yarn cross-section. A lower irregularity index means the yarn is closer to an ideal fiber distribution.
Modern testing also tracks the Imperfection Index (IPI), which identifies recurring faults like thin places (-50% sensitivity), thick places (+50%), and neps (+200%). These imperfections are detected at standardized sensitivity levels, ensuring consistency across the industry.
"Uster Statistics have become a common language of quality for yarn producers and yarn users." - Gabriela Peters, Product Manager Yarn Testing, Uster Technologies
Cut Lengths and Their Use
To refine quality assessments, yarn is also evaluated over varying cut lengths. This approach reveals consistency across different scales. For Uster testing, the standard reference length for CV% calculations is 1 cm. However, measuring multiple lengths provides a more detailed picture.
Periodic variations in yarn are classified by wavelength: short-term (1–10 times the fiber length), medium-term (10–100 times the fiber length), and long-term (100–1,000 times the fiber length). Testing at different cut lengths helps identify these variations, which might be missed with a single measurement.
The type of sensing zone used also plays a role. Instruments vary in their measuring field lengths - 1 mm for laser scanners, 2 mm for optical sensors, and 8 mm for capacitance sensors. These differences affect CV values and data sensitivity. By measuring mass variation across successive lengths, technicians can analyze thousands of data points quickly, offering a fast and reliable alternative to manual methods.
Equipment for Yarn Evenness Testing
Uster Evenness Tester: How It Works
The Uster Evenness Tester is designed to measure mass variation in cotton yarn using a capacitive sensor. This sensor features two parallel metal plates that generate an electric field. As yarn moves through this field at controlled speeds, any changes in its mass disrupt the field. These disruptions are translated into electrical signals that correspond to the yarn's mass variation.
For the readings to be accurate, the dielectric constant must remain uniform. This consistency is achieved by maintaining the same fiber type and moisture levels, ensuring that the electrical signals directly reflect mass variation. Modern models, like the Uster Tester 6, are equipped with advanced sensors: Sensor CS for detecting capacitive mass variation, Sensor OH for measuring hairiness, and Sensor OM for analyzing diameter and twist.
The tester's 8 mm sensing zone provides detailed mass variation data, but it requires careful control of moisture levels to maintain precision.
This level of accuracy highlights the importance of using standardized testing speeds, as discussed below.
Why Standardized Testing Speeds Matter
Standardized testing speeds are essential for ensuring consistent and reliable results in quality control. The Uster Evenness Tester can operate at speeds ranging from 4 m/min to 800 m/min. To maintain the validity of test results, it’s crucial to keep the test speed, capacitive length zone, and sample length consistent across all measurements.
High-speed models, such as the Uster Tester 6-C800, which runs at 800 m/min, allow for faster sample processing and better detection of irregularities. However, it’s important to adjust the testing speed based on the material being tested - whether it’s sliver, roving, or yarn - to accurately capture mass variations without causing damage. Following ASTM D1425 or ISO 2649 standards ensures that the data collected is reliable and meets industry benchmarks.
What Causes Unevenness in Cotton Spinning
Causes of Yarn Unevenness: Mechanical vs Fiber Issues in Cotton Spinning
Understanding why yarn unevenness occurs is essential for maintaining quality throughout the spinning process. By identifying the main culprits - fiber properties, mechanical issues, and process-stage variations - manufacturers can tackle problems head-on and improve the final product. Let’s break it down.
Fiber Distribution and Length Variation
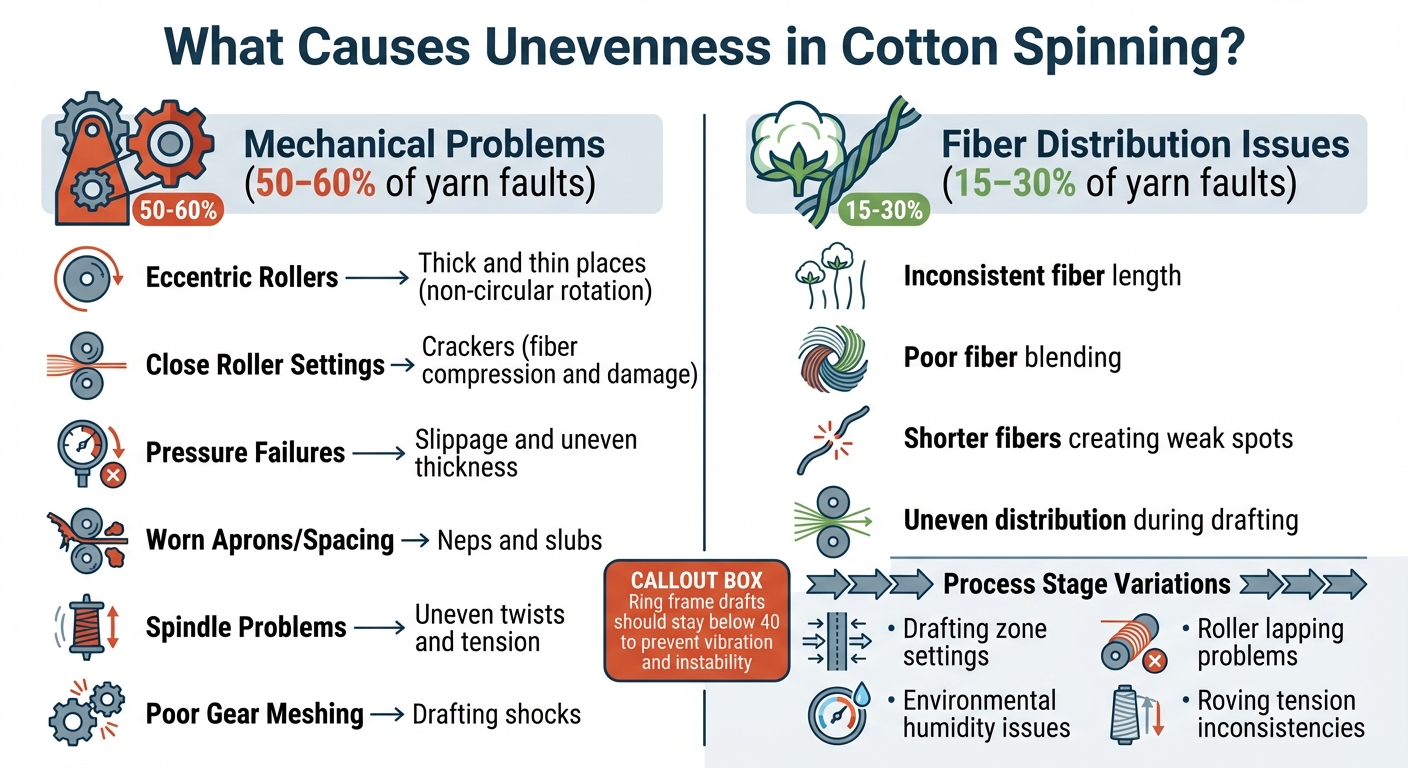
Uneven yarn often starts with inconsistent fiber length and poor distribution. When fibers of different lengths aren't blended properly, shorter fibers fail to integrate smoothly into the yarn, leaving weak spots and mass irregularities. This becomes especially noticeable during drafting, where fibers need to stretch evenly. Surprisingly, raw material issues only account for about 15–30% of yarn faults, which is much less than mechanical causes. However, mechanical missteps during processing can amplify these inconsistencies, making fiber issues more problematic.
Drafting Errors and Mechanical Problems
Mechanical problems are a major contributor, responsible for 50–60% of yarn faults. For example, eccentric rollers - those that aren’t perfectly round - cause periodic thick and thin spots as they turn. If the rollers are set too close together, they compress and damage fibers, leading to defects called "crackers." On the other hand, settings that are too wide result in poor fiber control, which creates irregular yarn.
Other common mechanical issues include:
- Pressure failures in the top arm: When rollers can’t grip fibers properly, slippage occurs, leading to uneven thickness.
- Worn aprons or incorrect spacing: These disrupt fiber flow during drafting, causing defects like neps or slubs.
- Spindle problems: Vibrations or misaligned spindles create uneven twists and inconsistent winding tension.
- Poor gear meshing: If gears don’t engage smoothly, "drafting shocks" occur, which lead to sudden defects.
Additionally, ring frame drafts should generally stay below 40. Exceeding this limit increases vibration and spindle instability, resulting in yarn breakage and unevenness.
| Mechanical Issue | Defect | Primary Cause |
|---|---|---|
| Eccentric Rollers | Thick and Thin Places | Non-circular rotation of drafting rollers |
| Close Roller Settings | Crackers | Over-compression and fiber damage |
| Worn Top Roller Clearers | Neps and Slubs | Accumulation of fly and fluff |
| Spindle Vibration | End Breakage / Uneven Twist | Mechanical instability |
| Poor Gear Meshing | Drafting Shocks | Gear teeth not engaging smoothly |
Each of these issues highlights how machinery, if not properly maintained, can significantly impact yarn quality.
Variations at Different Process Stages
Every stage of spinning - whether it’s sliver, roving, or final yarn - introduces its own challenges. Drafting zone settings play a critical role in maintaining consistency. For example, if the drafting force exceeds the mechanical control force (often due to damaged bunchers or insufficient roller pressure), uneven yarn is the result. Environmental factors, like improper humidity levels, can make matters worse. Humidity issues can lead to "roller lapping", where fibers stick to the drafting rollers, further compromising the process.
How to Improve Yarn Evenness
Boosting yarn evenness starts with addressing its root causes. By focusing on better fiber handling, fine-tuning machinery, and maintaining consistent quality checks, you can significantly enhance overall yarn quality. Here's what to focus on:
Optimizing Fiber Length Ratios
Getting the fiber length right at the start is key. Automated bale blending, for instance, ensures uniformity in staple length and micronaire before processing begins, reducing inconsistencies later on. Processes like carding and combing also play a big role - carding removes short fibers and neps, while combing goes a step further, improving softness and tensile strength. Adjusting carding speeds to the specific characteristics of your fibers (variable speed carding) helps prevent fiber breakage and keeps the length distribution on track. Another critical step is managing roving tension - adjusting it based on fiber length and moisture content can prevent unwanted diameter variations. These early adjustments lay the groundwork for smoother drafting and better yarn quality.
Improving Drafting Accuracy
Once the fibers are optimized, precise drafting becomes the next priority. Fine-tuning the drafting process can make a noticeable difference in yarn uniformity. A 2019 study by Karthikeyan M. Ramasamy, Ramesh Duraisamy, and Habib Mammo found that optimizing draw frame drafting settings - like bottom roller spacing, roller pressure, and break draft - led to a 12.8% drop in yarn unevenness and a 16.8% reduction in the coefficient of variation (CV%). Imperfections such as thin places, thick places, and neps were reduced to 28, 101, and 94 per kilometer, respectively, while yarn strength improved from 10.5 kg to 15.21 kg. To achieve similar results, adjust roller settings, top arm pressure, and break draft to match the fiber properties. Regular maintenance, such as checking bearings and lubrication, along with spectrogram analysis to detect drafting faults, can further improve accuracy.
Regular Quality Monitoring
No matter how optimized your processes are, regular quality checks are essential for maintaining consistent results. Tools like the Uster Tester, which uses the capacitance principle, can measure critical parameters like yarn unevenness (U%), coefficient of variation of mass (CVm%), and hairiness. Following standards like ISO 2649 and DIN 53 817 and using multi-point sampling (e.g., testing from the top, middle, and inner parts of yarn cones) ensures accurate assessments. Environmental factors also play a role - maintaining stable conditions, such as 50% relative humidity (RH) and 95°F in both the blow room and ring frame, helps prevent fluctuations in yarn properties. Instead of relying solely on averages from large batches of bales, monitoring individual bale data or analyzing standard deviations can provide better control over input variability.
Conclusion
Yarn evenness, as measured by U% and CV% values, is a cornerstone of efficient cotton spinning operations. Uneven yarn can lead to a cascade of production issues, from frequent end breaks to visible fabric flaws. As Ravikeerthi Rao aptly states, "A very uneven yarn can never result in a perfect fabric, at least as far as appearance is concerned".
Modern high-speed looms and fine-gauge knitting machines demand consistently even yarn to function smoothly. When evenness is compromised, production costs rise due to increased labor for piecing broken ends, higher rejection rates, and wasted materials during dyeing and finishing. These challenges highlight the importance of early and consistent quality assessments.
Tools like the Uster Tester play a critical role in identifying evenness problems early, preventing them from escalating into costly fabric defects or customer dissatisfaction. Regular monitoring ensures fewer production interruptions and results in garments with uniform appearance, consistent color, and better durability.
The transition from subjective visual grading to objective measurements using U% and CV% values has set new standards for quality and profitability. As Ravikeerthi Rao points out, "Integrating Yarn Quality Profiles into sourcing reduces quality costs and strengthens brand reputation". By prioritizing yarn evenness, manufacturers can achieve better product quality, smoother operations, and stronger customer loyalty in a competitive market.
FAQs
What CV% or U% levels are acceptable for my yarn count and end use?
Acceptable CV% and U% levels depend on the type of yarn and its intended use. For yarn count, a CV% of 1.5% or lower is typically considered ideal. When it comes to cotton yarns, U% levels ranging from 8% to 11% generally reflect good evenness. However, always take into account the specific demands of your application to maintain the desired quality standards.
How often should yarn evenness be tested during spinning to catch problems early?
Yarn evenness needs to be checked consistently during the spinning process to catch problems as early as possible. Frequent or even continuous testing can help maintain steady quality and keep production running smoothly. By monitoring regularly, any unevenness can be corrected quickly, minimizing defects and boosting the overall performance of the final product.
What are the fastest shop-floor fixes when CV% or IPI suddenly worsens?
When sudden CV% or IPI issues arise, some quick adjustments can make a big difference. Tweaking process settings - like spindle speed, fiber blending, or tension - can often resolve the problem. It’s also crucial to check and maintain equipment, such as the Uster evenness tester, to ensure accurate readings and reduce irregularities. These steps can help get yarn quality back on track and keep production running smoothly.


