Doubling slivers in cotton spinning improves yarn quality by combining multiple slivers into one, reducing irregularities, aligning fibers, and boosting efficiency. This process happens at the drawframe stage and is critical for creating uniform, strong yarns.
Key takeaways:
- Purpose: Smoothens sliver thickness, aligns fibers, and reduces imperfections.
- Methods: Two stages - breaker drawframe (initial blending) and finisher drawframe (precision refining).
- Benefits: Improves yarn evenness, reduces waste, strengthens fibers, and lowers breakage rates.
- Technology: Modern autoleveling systems ensure consistent results, cutting yarn imperfection by up to 50%.
Doubling typically involves combining 6–8 slivers, with autoleveling at the finisher stage for best results. While cost-effective (under 5% of production costs), its impact on quality is significant. Proper machine maintenance and calibration are essential for optimal performance.
Cotton Yarn Manufacturing Process | How it's Made
sbb-itb-0e617ca
Why Double Slivers: Purpose and Benefits
Sliver doubling plays a crucial role in cotton spinning, offering several benefits: reducing variations, aligning fibers, and boosting efficiency. These improvements directly enhance yarn quality and streamline production processes.
Reducing Irregularities in Yarn
Card slivers naturally vary in linear density. By combining multiple slivers at the drawframe, these variations are averaged out, resulting in a smoother and more consistent strand. Essentially, the random irregularities cancel each other out during this process.
A study from January 2020 revealed that this approach reduced irregularities from 3.30 to 2.69 - a drop of 18%. Additionally, the Imperfection Index in rotor-spun yarns decreased by up to 50%.
Cross-doubling takes this further by blending slivers from different carding machines. Research by Amit Chakrabortty and Siyam Quddus Khan in June 2024 showed that categorizing slivers by quality - good, medium, and low - and blending them at the breaker drawframe reduced variations in yarn strength and imperfections. This method ensures that inconsistencies from individual machines don't compromise the final product.
This enhanced uniformity also contributes to better fiber alignment, as explained next.
Improving Fiber Alignment
Another major advantage of doubling is improved fiber alignment. Carding often creates trailing hooks in cotton fibers - bent ends that point backward along the sliver. These hooks can cause drafting errors, weaken the yarn, and increase breakage during spinning. Doubling, combined with the drafting action at the drawframe, helps straighten these hooks and aligns fibers parallel to the sliver axis.
"Fiber hooks cause drafting errors, reduce yarn strength, increase end breakage, and deteriorate performance." - Subrata Kumar Saha and Jamal Hossen, Ahsanullah University of Science and Technology
Enhanced alignment strengthens the yarn. The same 2020 study found that this process improved the Count Strength Product (CSP) by optimizing fiber orientation and migration. Straighter fibers distribute tension more evenly, reducing weak points that could lead to breakage.
Increasing Production Efficiency
Doubling not only improves quality but also enhances production efficiency. By reducing irregularities, it cuts down on breakage and waste - a 2.5% reduction in rotor spinning waste - with minimal additional cost. Despite drawframe costs accounting for less than 5% of total production expenses, their impact on yarn quality is disproportionately large.
Kumar RS emphasizes this in Process Management in Spinning:
"The draw frame contributes less than 5% of the production costs of the yarn. However, its impact on quality, especially evenness, is more significant."
| Process Stage | Primary Benefit | Measurable Impact |
|---|---|---|
| Breaker Drawframe | Removes trailing hooks and averages variations | Reduces card sliver irregularity by 18% |
| Finisher Drawframe | Enhances fiber parallelization | Minimizes short, medium, and long-term variations |
| Cross-Doubling | Blends slivers from multiple machines | Ensures reproducible quality standards |
| Downstream Spinning | Reduces end breakage and waste | Generates 2.5% less waste in rotor spinning |
Methods of Sliver Doubling
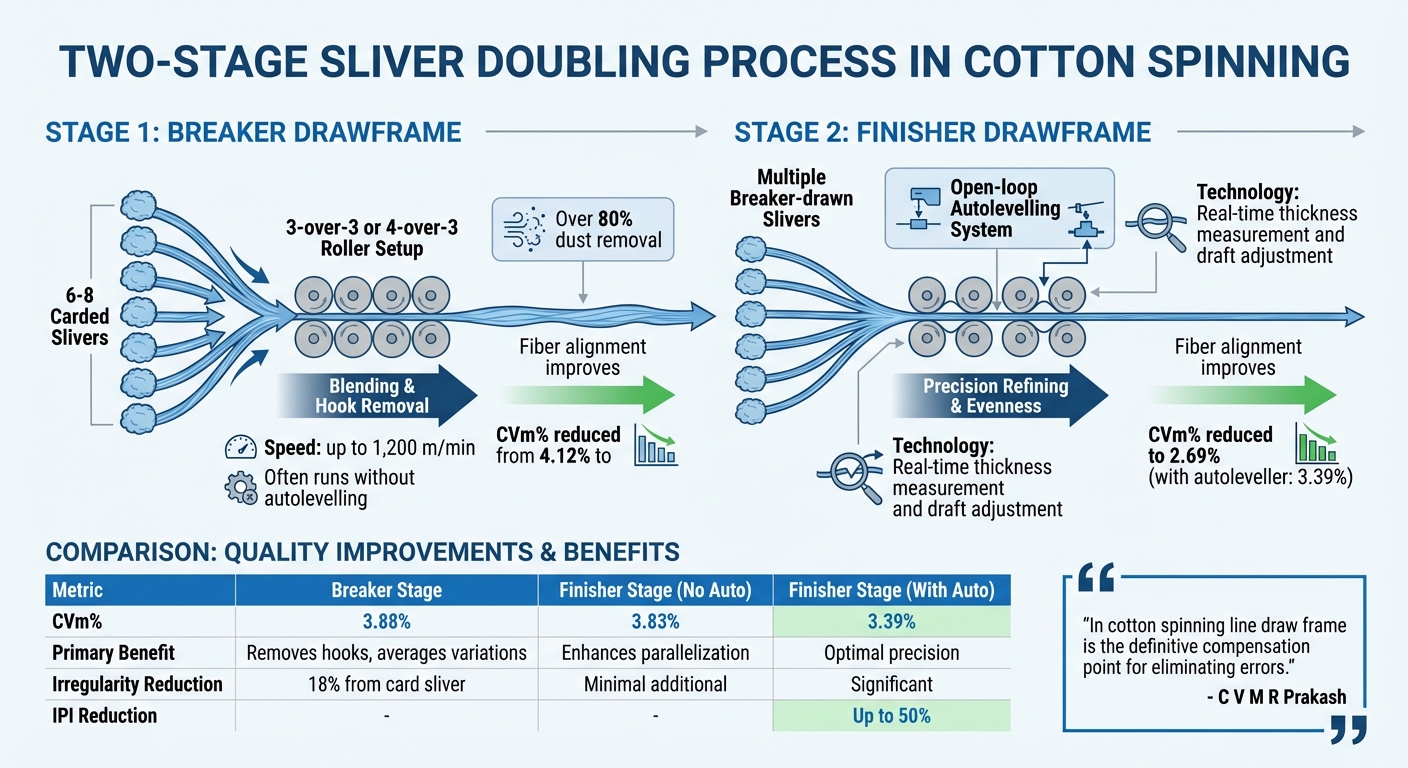
Two-Stage Sliver Doubling Process in Cotton Spinning with Quality Improvements
Sliver doubling is a two-step process, each step playing a crucial role in preparing fibers for spinning. The breaker drawframe manages the initial merging of carded slivers, while the finisher drawframe ensures the final product achieves the necessary evenness and precision.
At the core of both stages is roller drafting, where slivers pass through sets of rollers moving at increasing speeds. This stretches the fibers while aligning and straightening them. The drafting setup, often referred to as the "heart" of the drawframe, typically uses a 3-over-3 or 4-over-3 configuration (three or four top rollers paired with three bottom rollers) to maintain optimal fiber control. Let’s take a closer look at how the breaker and finisher drawframes utilize these systems.
Breaker Drawframe Doubling
The breaker drawframe combines 6 to 8 carded slivers into one strand. This stage addresses the unevenness that occurs during carding and works on removing trailing hooks - those backward-bent fiber ends that can weaken yarn.
Modern machines, such as the Rieter RSB-D 50 and LMW LDF3, can operate at speeds of up to 1,200 m/min, using advanced digital autolevelling systems. These systems also include suction mechanisms that remove over 80% of dust, improving cleanliness and reducing machine wear.
The primary goal at this stage is blending and hook removal, rather than achieving perfect uniformity. To simplify operations and save energy, many facilities run breaker drawframes without autolevelling, relying on the natural averaging effect of combining multiple slivers. Studies show this stage alone can reduce the sliver CVm% from 4.12% in carded slivers to 3.88% after breaker doubling.
Finisher Drawframe Doubling
The finisher drawframe takes the output from the breaker drawframe and refines it further, combining multiple breaker-drawn slivers to achieve the desired evenness and linear density. Unlike the breaker stage, this step almost always employs autolevelling technology, specifically open-loop systems that measure the thickness of the feed sliver and adjust the draft in real time.
"In cotton spinning line draw frame is the definitive compensation point for eliminating errors." - C V M R Prakash
Machines like the Trützschler TD 8 and Marzoli DFR1 use open-loop autolevellers to correct short-to-medium term variations, reducing sliver Um% to approximately 2.69%.
Together, these two stages create a cumulative effect. The breaker drawframe focuses on blending and mechanical straightening, while the finisher drawframe ensures precision, preparing the sliver to meet strict requirements for the next steps in the spinning process.
Optimizing Doubling Levels: Math and Practice
Finding the right number of slivers to double involves balancing mathematical precision with production efficiency. While increasing the number of doublings can enhance evenness, the improvements tend to diminish with each additional doubling.
Mathematical Reduction in Irregularity
Research on 20 rotor-spun yarn samples reveals how doubling impacts irregularity. Six breaker-stage doublings reduced the sliver's CVₘ% from 4.12% to 3.88%, a modest 0.24% improvement. Adding two more doublings at the finisher stage (without autolevelling) only slightly improved CVₘ% to 3.83% - a marginal 0.05% gain. However, when autolevelling was applied at the eight-doubling finisher stage, CVₘ% dropped significantly to 3.39%, delivering a 0.44% improvement. These findings suggest that six doublings capture most of the benefits, while autolevelling can further enhance results when more doublings are used.
Cost-Effectiveness of Doubling
Although the draw frame contributes less than 5% to total yarn production costs, its impact on yarn evenness is considerable. For most operations, six breaker-stage doublings strike the best balance between cost and quality, significantly reducing irregularity without slowing production. On the other hand, eight doublings are most advantageous for fine yarn production or achieving maximum fiber alignment. However, the additional gains are minimal unless combined with autolevelling. By carefully selecting doubling levels based on these principles, spinning operations can maintain production efficiency while consistently delivering high-quality yarn.
Challenges and Limitations of Sliver Doubling
Sliver doubling, while effective in many scenarios, has its share of challenges that can impact both efficiency and yarn quality.
Diminishing Returns Beyond Optimal Levels
When sliver doubling exceeds optimal levels, the benefits start to plateau. While initial doublings significantly improve quality, additional passes contribute only minor enhancements. This increase in processing time and complexity can even lead to degraded sliver quality, making it harder to produce fine yarns. In practice, most operations stick to six doublings, with some extending to eight when autolevelling technology is used to meet specific quality standards. Beyond this, the process becomes less cost-effective, as the marginal gains don’t justify the added effort.
However, it’s important to note that sliver doubling, despite its benefits, cannot fully address certain inherent defects in the production process.
Inability to Correct Systematic Faults
Another limitation is that sliver doubling is ineffective at fixing systematic issues. While it averages out random irregularities, it cannot resolve material faults introduced earlier in the process, such as those caused by carding. For instance, fiber hooks created during carding can lead to drafting errors that weaken the yarn and increase breakage rates. Similarly, mechanical issues like worn drafting rollers in the draw frame can amplify defects downstream, affecting the final yarn quality across multiple ring frames.
Dependence on Machine Precision
The success of sliver doubling relies heavily on precise machine calibration and maintenance. As Joseph Nasmith aptly noted:
High quality doubling depended on keeping the tension correct and feeding the produced thread evenly and tightly on a bobbin.
Even minor variations in tension or feeding can introduce irregularities, undoing the benefits of the doubling process. Since one draw frame typically supplies material to approximately six ring frames via simplex machines, any error at this stage is magnified throughout the production chain. This makes tight control over drafting systems, roller settings, and autoleveller sensors absolutely critical for achieving consistent quality.
Recent Advances in Sliver Doubling Technology
Modern cotton spinning facilities are seeing major upgrades in sliver doubling equipment, tackling long-standing challenges in precision and efficiency. These improvements build on established practices, pushing yarn quality to new levels.
Autolevelling Drawframes
Open-loop autolevelling systems have reshaped how drawframes handle irregularities during the doubling process. These systems detect feed variations and adjust the draft in real time, making them ideal for short-term variations. For example, the Rieter RSB-D 27 is equipped with dual independent machine sides and two autolevellers, capable of delivery speeds up to 1,200 m/min while managing up to 8-fold doubling.
The combination of autolevelling and doubling is a game-changer, cutting yarn irregularity significantly. In fact, this pairing can reduce the Imperfection Index (IPI) of yarn by up to 50%.
Modern systems now include digital expert tools like SLIVERprofessional, which automate setting recommendations - especially useful for challenging materials like recycled fibers. Features like frequency-controlled drives allow operators to fine-tune delivery speed, coiler speed, and suction intensity via touchscreens, simplifying machine calibration. High-dynamics scanning technology ensures immediate reactions to mass variations, maintaining consistent sliver evenness.
Dual-Feed Blending Techniques
Cross-doubling has become a practical method for enhancing fiber consistency before the main doubling stages. This technique sorts carded slivers into quality categories - good, medium, and low - based on nep removal efficiency. These slivers are then blended strategically at the breaker draw frame. However, research shows that while cross-doubling improves consistency, it has minimal impact on mass variation levels. This is where autolevelling technology shines, addressing linear density corrections that cross-doubling alone cannot achieve. Together, these methods support smoother downstream processes in ring spinning.
Integration with Ring Spinning
The link between doubling technology and ring spinning is now more seamless than ever. Typically, a single draw frame feeds two simplex machines, which then supply about three ring frames. Improvements made during the doubling stage have a compounding effect throughout the production process.
Doubling and drafting processes specifically target trailing hooks formed during carding. Straightening these fibers boosts the count strength product (CSP) of the final yarn. This fiber alignment is crucial for the precise drafting needed in high-quality ring spinning operations.
| Process Stage | Impact on Irregularity (CVm%) | Impact on Imperfections (IPI) |
|---|---|---|
| Carding Sliver | High (Baseline) | High (Baseline) |
| Breaker Draw Frame (Doubling) | Reduced | Reduced |
| Finisher Draw Frame (No Autoleveller) | Further Reduced | Further Reduced |
| Finisher Draw Frame (With Autoleveller) | Lowest (Best) | Lowest (Best) |
For the best results, ensure the finisher draw frame is equipped with an autoleveller. This setup delivers optimal fiber orientation and ensures consistent thickness before the material moves to the ring spinning stage.
Conclusion
Sliver doubling, when executed with precision, can significantly boost yarn quality while keeping costs in check. Though the draw frame accounts for less than 5% of total yarn production costs, its role in improving evenness and strength is invaluable. By combining doubling with autoleveling, sliver irregularity can be reduced by around 18%, and the Imperfection Index (IPI) of rotor-spun yarn can drop by as much as 50%.
For optimal results, aim for a doubling count of 6 to 8 slivers at the draw frames. This range ensures a strong equalizing effect without diminishing returns. In carded yarn production, consider cross-doubling by grouping slivers based on Nep Removal Efficiency (NRE) before blending at the breaker draw frame. This approach ensures uniform quality in the final yarn.
"The quality of yarns improved with the increase of doubling and yarns produced from finisher draw frame sliver with auto leveler showed the best result." - Subrata Kumar Saha and Jamal Hossen, Department of Textile Engineering, Ahsanullah University of Science and Technology
Autoleveling at the finisher draw frame should be a priority. Open-loop systems are particularly effective for addressing short-to-medium wavelength variations that doubling alone cannot resolve. Regularly check your correction length to ensure the autoleveler is responding effectively to deviations, as this directly impacts sliver quality.
Lastly, proper maintenance is essential to fully realize the benefits of doubling. Keep bottom rollers aligned and functioning smoothly, maintain adequate suction intensity, and monitor for roller slip in the front drafting zone. By combining careful maintenance with modern technology and proven techniques, spinning operations can achieve consistent yarn quality while staying cost-effective.
FAQs
How do I know if my sliver needs more doubling or better autoleveling?
To figure out whether your sliver requires more doubling or improved autoleveling, start by examining it for uneven thickness or inconsistencies. Doubling is essential for blending fibers and achieving uniformity, both in the short and long term. Once doubling is completed, autoleveling takes over to refine precision by leveling out the sliver. If you still notice irregularities, you might need to increase the amount of doubling or fine-tune the autoleveling process to achieve higher quality and consistency.
What settings matter most when calibrating a finisher drawframe autoleveler?
When working on calibrating a finisher drawframe autoleveler, pay close attention to three key aspects: draft, doubling, and auto leveling settings. Draft and doubling values generally fall between 6 and 8, which helps achieve the right balance for sliver blending and evenness. Fine-tune the auto leveling parameters to improve sliver uniformity over short, medium, and long intervals. This step is crucial for maintaining consistent yarn quality. Accurate calibration ensures the finishing process delivers optimal blending and uniformity.
What defects can’t doubling fix, and where should I troubleshoot first?
Doubling is not a magic fix for defects such as fiber irregularities, thick and thin spots, or unevenness stemming from poor-quality raw materials or flaws in earlier processing stages. To address these issues effectively, start by examining the quality of the raw cotton and evaluating the carding process. These two areas often serve as the root causes of problems that doubling simply cannot resolve.