Efficient bobbin winding and yarn packaging are essential for ensuring high-quality cotton products and smooth production processes. The key is to maintain proper tension, package density, and equipment setup to avoid defects like uneven winding, yarn breaks, or packaging flaws. Here's what you need to know:
- Tension Control: Set tension at 10–25% of the yarn’s tensile strength to prevent breakage or soft packages. Regularly clean and lubricate equipment to maintain consistency.
- Package Density: For dyeing, aim for a density of 0.36–0.40 g/cm³ to ensure even dye penetration. Hard winding is better for warping and requires higher density.
- Defect Prevention: Address common issues like ribboning, nose bulging, and collapsed cones by adjusting machine settings, cleaning components, and replacing damaged parts.
- Storage & Handling: Store yarn in climate-controlled spaces (64–77°F, 50–60% humidity) to preserve quality. Use breathable packaging to prevent moisture buildup.
Modern machinery, like electric winders and automatic splicers, improves precision and reduces downtime. Regular maintenance and calibration are critical to avoiding defects and ensuring smooth operations.
Quick Tip: Always inspect bobbins and packages for defects before moving to the next stage of production. Simple checks, like the "squish test", can save time and prevent issues downstream.
Fine Yarn Winding on the NKK Cone Winder
sbb-itb-0e617ca
Steps for Winding Cotton Yarn onto Bobbins
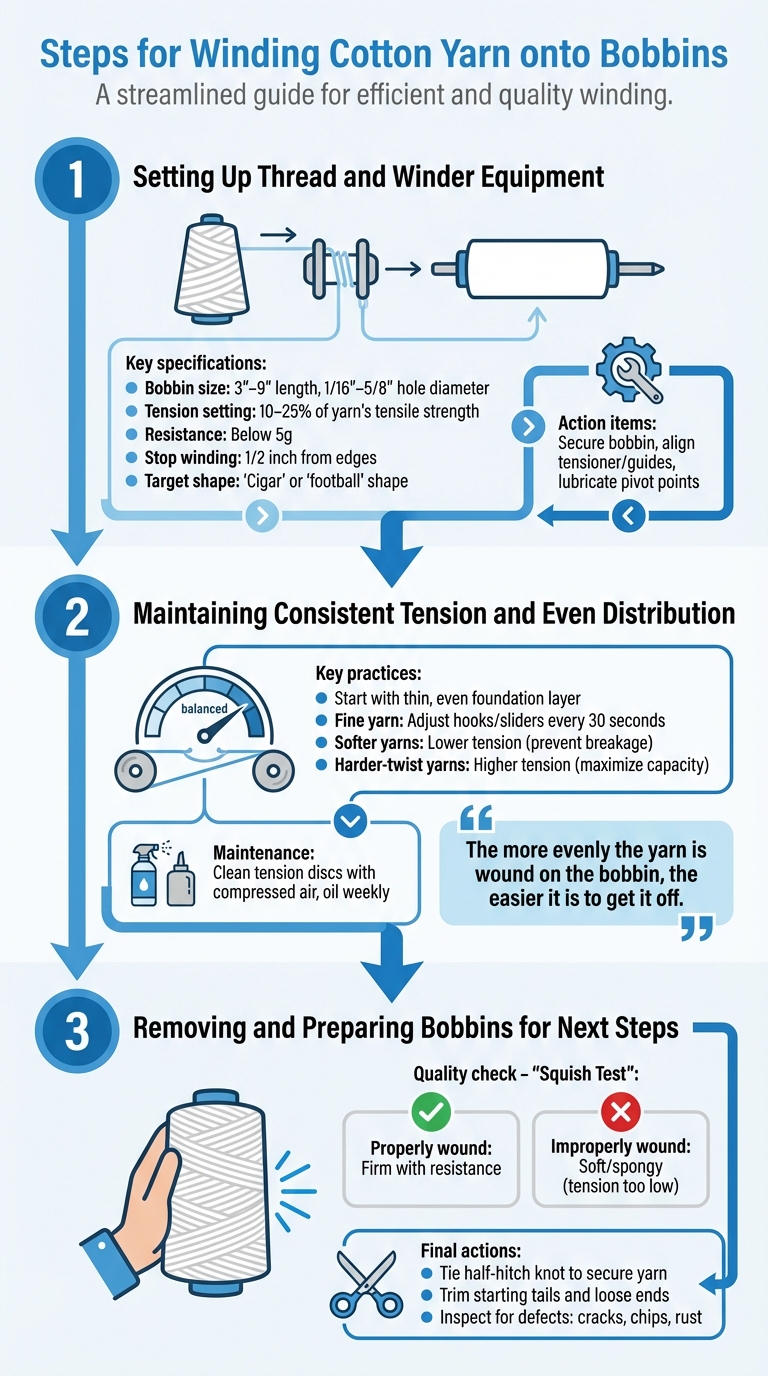
3-Step Cotton Yarn Bobbin Winding Process Guide
Each step plays an important role in ensuring the cotton yarn is wound efficiently and evenly, which is crucial for smooth processing.
Setting Up Thread and Winder Equipment
Start by confirming that your winder is compatible with the bobbin size you’re using (3″–9″ in length, 1/16″–5/8″ hole diameter). Secure the bobbin firmly on the spindle to avoid wobbling, which can lead to uneven winding. Proper alignment of the tensioner and guides is key to preventing telescoping - when yarn piles up unevenly on one side. Set the initial tension at 10–25% of the yarn’s tensile strength, and use a tension meter to ensure resistance stays below 5g. For smooth operation, lubricate pivot points with sewing machine oil after clearing away stray threads.
Since cotton yarn typically has a Z-twist, a standard crisscross winding pattern works best to avoid backlash during high-speed unwinding. Stop winding about 1/2 inch from the edges of the bobbin. Focus on building up the ends first before filling in the middle to create a stable "cigar" or "football" shape.
Now that the bobbin is set up, the next step is managing tension and distribution.
Maintaining Consistent Tension and Even Distribution
Start by winding a thin, even layer as a foundation. This helps maintain stability and reduces diameter inconsistencies that could disrupt unwinding later. For fine yarn, adjust hooks or sliders manually every 30 seconds. Tension settings should match the type of yarn: softer, fluffier yarns require lower tension to avoid breakage, while harder-twist yarns can handle higher tension to maximize capacity.
If you’re using an electric winder, a foot pedal can help you control the speed more precisely. Routine maintenance is also essential - clean the tension discs with compressed air and oil the equipment weekly to keep performance consistent.
"The more evenly the yarn is wound on the bobbin, the easier it is to get it off." - SpinnySpinny.com
Once tension and distribution are managed, it’s time to prepare the bobbins for the next stages.
Removing and Preparing Bobbins for Next Steps
Before removing the bobbin, perform a quick "squish test." Gently press the wound yarn between your fingers - a properly wound bobbin should feel firm and offer resistance. If it feels soft or spongy, the tension was too low, which could cause the yarn to dig in and snag during unwinding.
"What you are looking for at the end of winding a bobbin is a bobbin filled with thread that is evenly wound and if you press the thread on your bobbin between your fingers you will feel some resistance. If the thread is softly wound on, the thread will feel very spongy."
To secure the yarn, tie a half-hitch knot to lock the thread in place and prevent unwinding during storage or handling. Trim any starting tails or loose ends close to the bobbin to avoid snags. Finally, inspect the bobbin for any defects like cracks, chips, or rust, as these could interfere with the thread during further processing.
Cotton Yarn Packaging Methods and Standards
After winding, yarn must be carefully packaged for storage, transport, and finishing. Proper packaging ensures the yarn maintains its quality and is ready for the next stages of production. The packaging method directly influences the yarn's durability, consistency, and ease of processing.
Managing Package Density and Shape Consistency
Package density plays a key role in ensuring the yarn can handle processing and maintain its integrity. For cotton yarn intended for dyeing, a soft winding density of 0.36 to 0.40 g/cm³ is ideal. If the density is too low, dye can channel unevenly; if it's too high, dye penetration is restricted.
The winding method also impacts both density and stability. Precision winding lays the yarn coils parallel, creating dense and compact packages. These are space-efficient but may be harder to unwind. On the other hand, non-precision (cross) winding forms stable, softer packages with helix angles under 80°. These packages are self-supporting, easier to unwind, and commonly used in forms like cones or cheese. Unlike parallel-wound packages, cross-wound ones don’t require flanges to maintain their shape.
Typical densities vary depending on the yarn count: 0.387 g/cm³ for 20s, 0.382 g/cm³ for 26s, 0.345 g/cm³ for 30s, and 0.378 g/cm³ for 40s. For dyeing, perforated cheese packages are often used, as they allow better dye liquor penetration.
Attention to these parameters helps minimize packaging-related defects and ensures smooth downstream processes.
Preventing Common Packaging Defects
Even small packaging flaws can lead to major problems during processing. One common issue is ribbon formation, where yarn layers stack directly on top of each other. This creates weak spots, making the package prone to damage and difficult to unwind. To prevent this, traverse speed, stroke length, and tension must be carefully controlled. Non-precision winding or anti-patterning mechanisms can also reduce ribboning.
Another issue is spongy packages, caused by insufficient tension during winding. These packages may collapse under pressure. Automatic tension control can help maintain consistent layer spacing. Meanwhile, nose bulging, where package edges swell outward, often results from misaligned tension devices or yarn guides. Regular inspections and precise adjustments can address this.
To avoid stitch formation and chafing, it’s crucial to replace worn parts, lubricate moving components, and ensure contact surfaces are smooth. For joining yarn sections, pneumatic splicing is preferred over knots, as it retains 70–85% of the yarn's original breaking strength and reduces stoppages during weaving.
Preparing Packages for Dyeing and Finishing
Once density and format standards are met, packages must be prepared to ensure effective dye penetration and finishing. The density should remain within the 0.36 to 0.40 g/cm³ range, with only a 5–6% variance between the inner and outer layers. For polyester or Chief Value Cotton (CVC) blends, a higher density - above 0.40 g/cm³ - is recommended.
Avoid conditioning or steaming waxed packages before dyeing. Heat can cause the wax to melt and seep into the yarn, reducing its ability to lower surface friction. If conditioning is necessary, bobbins should rest for at least 24 hours to stabilize. Overly damp bobbins may not absorb wax properly.
Storage conditions also play a vital role. Yarn should be stored in climate-controlled spaces with temperatures between 64–77°F (18–25°C) and humidity levels of 50–60%. Breathable materials, like cotton bags, are better than sealed plastic to prevent moisture buildup, which can weaken the fibers. Additionally, storage areas should be dark and well-ventilated, as direct sunlight can cause discoloration and fiber degradation.
"Bale packaging is critical to protecting and preserving the quality of the ginned lint during shipping and storage before consumption at the textile mill." - Journal of Cotton Science
Equipment and Machinery for Cotton Winding and Packaging
Advanced machinery plays a key role in improving precision and efficiency in cotton winding and packaging. Winding machines, for instance, transform yarn from 50–80 g ring cops into stable packages weighing 1.8–2.4 kg. These machines operate at impressive speeds of up to 1,200 m/min while maintaining yarn quality.
Ring Spinning and Traveler Systems
Ring spinning frames are the go-to choice for producing high-strength cotton yarn. These systems use a traveler mechanism that rotates around a stationary ring, twisting the yarn as it winds onto the bobbin. The friction between the traveler and the ring ensures the right amount of tension for effective winding. Grooved drums further enhance the process by combining rotational drive with traverse movement through helical grooves, ensuring the yarn is evenly distributed across the package. The winding angle, typically set between 30° and 55°, is carefully controlled to maintain the package's stability.
Modern Packaging Technologies
Automation has significantly improved packaging quality while minimizing waste. Electronic yarn clearers (EYC) are a standout innovation, capable of removing faults like slubs, neps, and uneven yarn thickness during the winding process. These systems use advanced sensors, such as capacitance or optical detectors, to identify and eliminate imperfections far more effectively than older mechanical clearers.
Automatic splicers have also replaced traditional knots, creating splices that retain at least 75% of the yarn's original strength. This is essential for smooth downstream processes like weaving and knitting. To further enhance package quality, anti-patterning mechanisms are employed to prevent "ribbons" - a condition where yarn layers align repeatedly, potentially leading to weak spots in the package.
Equipment Maintenance and Calibration
To keep machinery running smoothly and extend its lifespan, regular maintenance is non-negotiable. Daily cleaning of yarn paths is essential to prevent lint buildup, which can lead to defects. Similarly, keeping the drive drum surface clean ensures consistent friction, avoiding patterning issues. Splice devices should be inspected at least twice a week to ensure they produce strong and visually acceptable splices.
Monthly maintenance should include lubricating moving parts, inspecting tension devices, and checking yarn guides. Any worn components should be replaced promptly. Maintaining low winding tension is also important for preserving the yarn's elongation and strength. Proper calibration is crucial to achieving a package density between 0.36 and 0.40 g/cm³, which is vital for dyeing applications.
"The winding process not only makes bigger yarn packages, it also corrects spinning faults like neps, hairiness, and waxes." - Textile School
Fixing Common Winding and Packaging Problems
This section dives into practical solutions for frequent winding and packaging issues in cotton operations. Even with well-maintained equipment, problems can arise, often due to improper machine settings or operator errors. By addressing these concerns, you can enhance both performance and product quality.
One common issue is tension. When tension is too high, yarn breaks; when it's too low or cradle pressure is insufficient, packages turn out soft. The fix? Adjust tension levels to 6–8% of the yarn's single strength and ensure the cradle is loaded correctly.
Another frequent problem is ribboning, also known as patterning. This occurs when lint builds up in the builder cam grooves or when anti-patterning devices fail. Regularly clean the cam grooves and check the functionality of these devices to prevent this. Stitches on the cone, often caused by vibrating cone holders or misaligned tension brackets, can be avoided with periodic winder overhauls and proper alignment.
Shape issues like nose bulging point to excessive winding tension or incorrect cone holder settings. To resolve this, align the yarn guides and reduce tension. Collapsed cones, which result from poor handling or damaged paper cones, can be prevented by using cone inserts and specialized transport trolleys. These targeted adjustments lay the groundwork for resolving a wide range of issues, summarized in the table below.
Problem, Cause, and Solution Comparison
The table below outlines common problems, their likely causes, and actionable solutions to address them effectively:
| Problem | Likely Cause | Solution |
|---|---|---|
| Yarn Breakage | Excessive mechanical stress, weak yarn spots, or high tension | Maintain equipment; replace worn parts; set tension to 6–8% of yarn strength |
| Soft Package | Low winding tension or insufficient cradle pressure | Increase tension to 6–8% of yarn strength; adjust cradle loading |
| Ribboning/Patterning | Lint buildup or anti-patterning device failure | Clean cam grooves; check anti-patterning devices; perform periodic overhauls |
| Stitches on Cone | Misaligned tension brackets or excessive spindle speed | Align brackets; reduce spindle speed; adjust traverse restrictors |
| Slough Off | Improper package shape or poor storage conditions | Adjust ring rail movement; maintain proper chase length; condition yarn |
| Nose Bulging | Incorrect cone holder settings or inconsistent tension | Align yarn guides; control tension; avoid using damaged cones |
| Snarls | Excessive twist or thin yarn spots | Optimize twist levels; improve drafting to minimize thin spots |
| Collapsed Cone | Damaged cones or poor handling | Use cone inserts; train operators; utilize proper transport trolleys |
| Thick/Thin Places | Worn rollers or uneven drafting pressure | Replace rollers; check top arm pressure; use correct apron spacers |
| Wild Yarn | Poor tension control or misaligned guides | Set proper tension; adjust guides for a straight, short yarn path |
Summary of Cotton Winding and Packaging Methods
Efficient cotton winding and packaging hinge on proper setup, the right equipment, and proactive troubleshooting. The process starts with setting accurate tension levels to avoid yarn breakage and uneven winding. From there, understanding the differences between winding types is key.
Soft winding creates perforated cheese packages for dyeing, maintaining a density of 0.36–0.40 gm/cc to ensure even dye penetration throughout the package. In contrast, hard winding prepares dyed yarn for warping by converting it into paper cones. Both methods rely on effective machine upkeep to maintain consistent quality.
The choice and maintenance of equipment play a crucial role in overall efficiency and product quality. Universal Density (UD) presses have become the go-to standard for bale packaging, producing uniform bales approved by the USDA and eligible for the Commodity Credit Corporation loan program. To reduce defects, operators should regularly calibrate tension devices, clean yarn paths daily, and inspect guides and rollers weekly.
When faced with issues like uneven winding or yarn tangles, operators can adjust machine settings, clean components, or replace worn parts. The troubleshooting table provided earlier outlines specific solutions for common problems, helping minimize downtime and maintain smooth operations. This summary highlights practical approaches for achieving reliable results in cotton winding and packaging.
FAQs
How do I choose the right winding tension for my cotton yarn?
Choosing the right winding tension is key to keeping things running smoothly and avoiding problems like tangling or damaging the yarn. The tension should be firm enough to create stable, even packages but not so tight that it overstretches the yarn or too loose that it unravels. Adjust the tension gradually and keep an eye on the process, particularly when working with slippery or delicate yarns. Tools such as tensioners and controlled winding speeds can help maintain uniformity and prevent issues like knots or collapsing yarn cakes.
Should I use soft winding or hard winding for my end use?
The decision to use soft winding or hard winding hinges on your specific process requirements and the final application of the yarn.
- Soft winding: This method is perfect for dyeing purposes. It creates loosely packed, absorbent yarn packages, making it a go-to choice for processes like spun cotton yarn production.
- Hard winding: If your focus is weaving or knitting, hard winding is the better option. It forms tightly packed, stable packages that unwind smoothly, though they are not ideal for dyeing.
What’s the quickest way to diagnose a bad package before dyeing or warping?
The quickest method to spot a flawed package before dyeing or warping is by conducting a visual inspection. Watch out for issues like uneven winding, stitches on the cone, irregular yarn patterns, overfilling, uneven tension, or contamination. Catching these problems early can help avoid processing headaches, save time, and minimize the chances of producing defective batches during dyeing or warping.